
What is a cleanroom-approved cable carrier for optimal cable management

Cleanroom-approved cable carriers are vital for optimizing cable management in sensitive environments, such as pharmaceuticals and semiconductor manufacturing. They are engineered to minimize particle generation and maintain cleanliness. Choosing the right cable carrier ensures that cables and hoses remain protected during movement, reducing wear and extending their service life. Furthermore, these carriers support efficient workflow by enabling easy assembly and maintenance, thereby minimizing downtime. Their design incorporates anti-static properties which mitigate risks associated with electrostatic discharge, enhancing overall operational safety. It is essential to select carriers that meet stringent cleanliness standards to ensure compliance with industry regulations and maintain product quality.
Understanding Cleanroom-Approved Cable Carriers for Effective Cable Management
Cleanroom-approved cable carriers play a crucial role in maintaining optimal cable management in environments where contamination control is paramount. These systems are designed to operate under strict cleanroom standards, ensuring that particulate emissions are minimized. The specialized materials used in their construction offer robust resistance to various contaminants and mechanical stresses, making them suitable for sensitive applications. When selecting a drag chain manufacture, consider their compliance with ISO certifications and the specific requirements of your cleanroom environment.
"Selecting the right cable carrier can significantly impact both the efficiency of operations and the quality of the finished product."
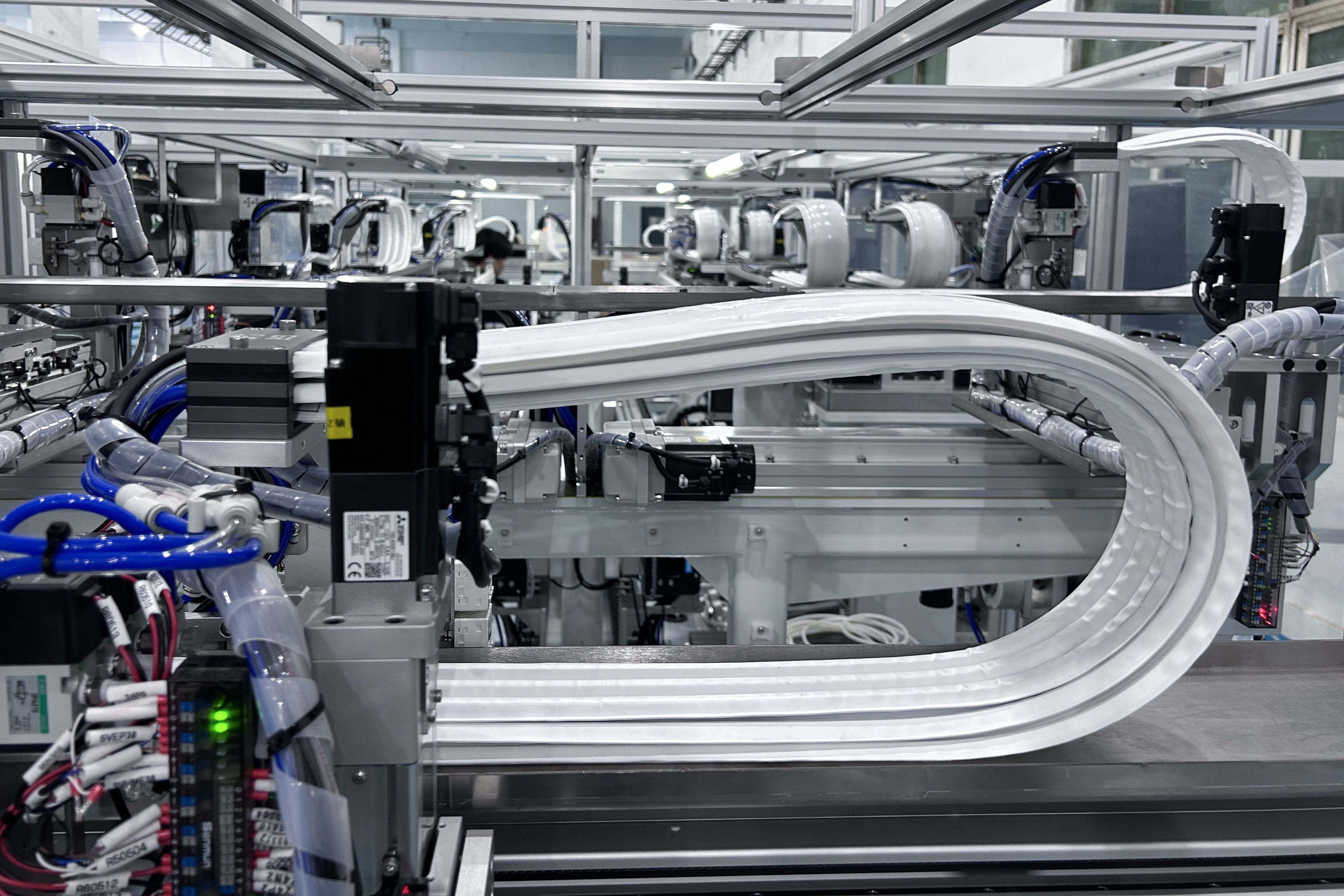
These carriers support reliable movement of cables and hoses, enhancing workflow within cleanrooms found in semiconductor and pharmaceutical sectors. By minimizing wear and tear, they contribute to reduced maintenance needs and increased operational longevity. This reliability is essential for automated systems that require consistent performance under stringent conditions.

Enhancing Cable Management in Cleanrooms: The Role of Approved Cable Systems
Cleanroom-approved cable carriers are essential for maintaining optimal cable management in controlled environments. These systems are designed to minimize particle generation, which is crucial for sectors like pharmaceuticals and semiconductor manufacturing. By incorporating drag chain manufacture techniques, these carriers protect cables and hoses from abrasions while ensuring their integrity during repetitive motion.
Their openable design allows for quick assembly and maintenance, making them user-friendly in high-stakes settings where time is critical. Additionally, the anti-static properties help mitigate electrostatic discharge risks, further enhancing operational reliability. The efficient engineering behind these cable systems supports a seamless integration into automated processes, reducing the likelihood of contamination and downtime. Overall, the strategic use of cleanroom-approved drag chain systems contributes significantly to effective cable management in sensitive industrial environments.

Benefits and Features of Moving Cable Systems in Sensitive Environments
Moving cable systems, particularly cleanroom drag chains, offer significant advantages in environments that prioritize cleanliness and reduce contamination risks. These systems are engineered to control particle shedding effectively, which is critical in sensitive areas such as semiconductor fabrication and pharmaceutical production. Their robust design enhances durability while providing excellent resistance to chemicals and abrasion, making them suitable for high-performance applications.
In addition, cleanroom drag chains promote efficient cable management by organizing and protecting cables during repetitive motion. Their openable design facilitates quick assembly and maintenance, allowing for faster inspections or modifications. Moreover, the low noise operation minimizes distractions in sensitive settings, contributing to a focused work environment. By integrating cleanroom-approved solutions from a reputable drag chain factory, organizations can ensure operational reliability and adherence to stringent cleanliness standards essential for quality production processes.
Applications of Cleanroom-Approved Cable Management Solutions in Pharma and Semiconductors
Cleanroom drag chains are essential in industries like pharmaceuticals and semiconductors, where maintaining a contamination-free environment is crucial. In pharmaceutical manufacturing, these cable carriers effectively manage power and control cables while minimizing particle shedding that could compromise product integrity. Their design supports the automated systems commonly found in labs, ensuring reliable operation without generating excessive dust or debris.
In semiconductor production, cleanroom-approved cable management solutions are vital for moving various cables within manufacturing equipment such as etching and deposition machines. The low-friction properties of cleanroom drag chains allow for smooth movement, reducing wear on cables and extending their lifespan. Additionally, these systems are engineered to meet strict cleanliness standards across different processes, supporting the rigorous demands of both industries while helping to achieve optimal operational efficiency.
Conclusion
In the context of cleanroom environments, utilizing cleanroom-approved cable carriers is essential for maintaining a low-contamination atmosphere. These systems effectively manage the movement of cables and hoses while mitigating the risks associated with particle shedding. The emphasis on rigorous material selection and design ensures durability and resistance to environmental stressors, crucial for sectors like pharmaceuticals and semiconductors. By facilitating quick assembly and maintenance, these cable carriers support efficient workflows. Their integration into automated processes helps maintain operational consistency, ultimately contributing to product quality and safety in sensitive environments. Consistently adhering to cleanliness standards is critical for industries aiming to optimize production processes while ensuring compliance with regulatory requirements.
FAQs
What are cleanroom-approved cable carriers?
Cleanroom-approved cable carriers are specialized systems designed to manage cables and hoses in controlled environments while minimizing particle contamination.
Why are cleanroom-approved cable carriers important in sensitive environments?
They ensure optimal cable management, reducing the risk of contamination and enhancing the reliability of operations in sectors like pharmaceuticals and semiconductors.
How do these systems reduce contamination?
The design of cleanroom-approved cable carriers minimizes particle generation and protects cables from abrasion during movement, maintaining a clean environment.
What are the key benefits of using moving cable systems in cleanrooms?
Moving cable systems improve workflow efficiency, require less maintenance due to their robust design, and provide anti-static properties that mitigate electrostatic discharge risks.
Can these cable carriers be integrated into automated processes?
Yes, they are designed for seamless integration into automated systems, ensuring consistent and reliable performance under stringent cleanliness requirements.
Contact Guangrou for a clean room drag chain solution.
