How to Enhance Cleanroom Environments with a Cable Carrier System
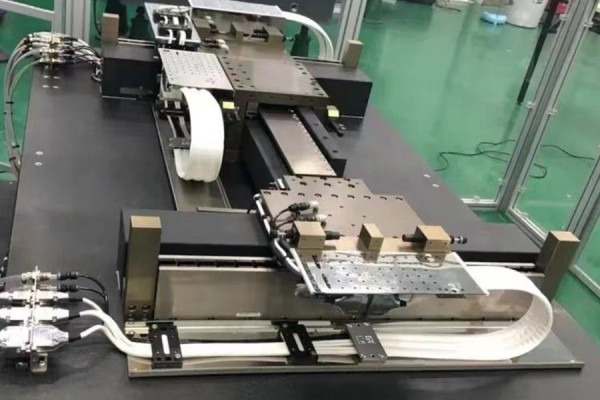
The implementation of cleanroom cable chains and moving cable systems significantly enhances operational efficiency and air purity in cleanroom environments. These systems are designed to minimize particle emission, ensuring that the controlled space remains compliant with the highest cleanliness standards. The low-emission materials used in cleanroom cable carriers effectively reduce dust and contaminants, addressing critical concerns related to air quality. Additionally, these systems allow for smooth, organized movement of cables and hoses, preventing tangling and wear that could lead to contamination risks. By integrating advanced cable chain solutions into cleanroom operations, facilities can maintain uninterrupted workflows while adhering to strict hygiene protocols. This alignment not only supports regulatory compliance but also reinforces the reliability and safety of processes within sensitive environments.
Enhancing Operational Efficiency in Cleanrooms with a Cable Carrier System
Implementing a cable carrier system, commonly referred to as a cleanroom cable chain, is essential for enhancing operational efficiency in cleanroom environments. These systems not only support the dynamic movement of equipment but also play a crucial role in maintaining air purity. By utilizing advanced materials designed to minimize particle shedding, cleanroom cable chains ensure that the environment remains uncontaminated.
Moreover, integrating specialized drag chain factory solutions can enhance the mobility of cables while keeping them organized and secure. This organization helps to prevent entanglement and wear, which could lead to potential contamination. As a result, operational workflows can proceed uninterrupted, allowing for consistent performance even under rigorous cleaning protocols.
"Using state-of-the-art cable carriers allows us to focus on quality without worrying about contamination risks."
Investing in reliable Moving Cable Systems tailored for cleanrooms not only boosts productivity but also ensures compliance with stringent industry standards. This contributes to safer and more efficient operations within these critical environments.

Boosting Air Purity in Cleanroom Environments Using Cleanroom Cable Chains
Cleanroom cable chains play a crucial role in maintaining air purity within controlled environments. By utilizing specially designed cable carriers, these systems minimize particle emissions that could compromise cleanliness. Materials used in cleanroom cable chains are engineered to be low-emission, reducing dust and other contaminants that could potentially disrupt operations.
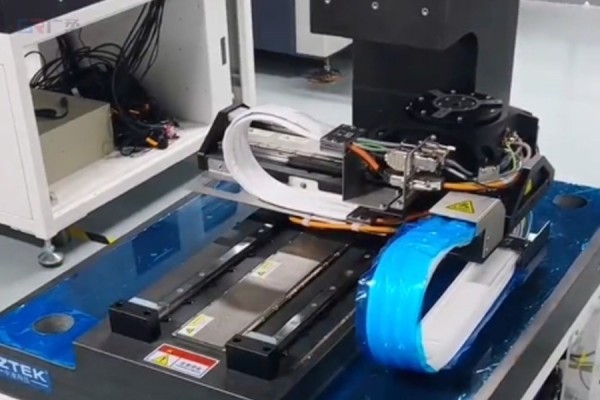
Moreover, these cable chains facilitate smooth and dynamic movements, essential for robotic applications operating in critical cleanroom settings. In addition to ensuring uninterrupted functionality, cleanroom cable chains are routinely manufactured for easy cleaning to comply with strict hygiene standards.
The table below highlights key advantages of using cleanroom cable chains in enhancing air purity:
| Feature | Benefit |
|---|---|
| Low-Emission Materials | Reduces particle shedding |
| Smooth Operation | Minimizes friction and wear |
| Easy Maintenance | Supports regular cleaning protocols |
| Dynamic Movement Capability | Ensures operational efficiency during tasks |
Incorporating a cleanroom cable chain system positions facilities to not only adhere to industry standards but also maintain a higher level of operational reliability while safeguarding product integrity through enhanced air purity.
The Role of Moving Cable Systems in Maintaining Cleanroom Standards
Moving cable systems, particularly those utilizing cleanroom drag chains, play a crucial role in ensuring that cleanroom environments adhere to stringent standards. These systems are designed to manage cables safely and efficiently while minimizing the risk of contamination. By using specialized drag chain manufacture techniques, manufacturers produce solutions that offer smooth cable movement without particle shedding. This is vital in maintaining ISO Class 2 cleanliness standards, as any rogue particles can compromise air purity and overall operational efficiency. Moreover, the integration of cleanroom drag chains allows for dynamic movements essential in automated processes, supporting continuous operation without the adverse effects often associated with traditional cable management systems. This ensures a stable performance throughout regular cleaning cycles, reinforcing the integrity of the cleanroom atmosphere.
Optimizing Cleanroom Performance Through Advanced Cable Chain Solutions
Advanced cable chain solutions play a crucial role in enhancing cleanroom performance by ensuring that the internal environments remain uncontaminated. The use of cleanroom cable chains allows for the movement of cables and hoses without generating particles, crucial in environments where air purity is paramount. A reputable drag chain manufacture designs these systems with specialized low-outgassing materials that minimize friction and wear, reducing the risk of contamination. Additionally, these cable carriers can accommodate rapid dynamic movements that are common in automated processes. By integrating a Moving Cable System specifically tailored for clean rooms, facilities can achieve smoother operations while adhering to stringent cleanroom standards. This not only supports consistent performance but also extends the lifespan of critical components by reducing stress and strain during operation, thereby optimizing overall cleanroom efficacy.
Conclusion
The integration of cleanroom cable chains and Moving Cable Systems significantly contributes to the overall efficiency and purity of cleanroom environments. By offering reliable cable management solutions, these systems minimize the risk of contamination while facilitating seamless operation. The specialized design of cleanroom cable chains helps prevent particle shedding, ensuring that air quality standards are upheld. Additionally, the ability to accommodate dynamic movements allows for uninterrupted workflows in automated systems, reinforcing consistent performance under strict cleaning protocols. Consequently, utilizing advanced cable carrier systems not only adheres to regulatory requirements but also enhances operational effectiveness across various applications within cleanrooms.
FAQs
What are cleanroom cable chains?
Cleanroom cable chains are specialized cable management systems designed to minimize particle shedding and enhance air purity within controlled environments.
How do Moving Cable Systems contribute to cleanroom efficiency?
Moving Cable Systems facilitate the organized movement of cables and hoses, reducing the risk of contamination while maintaining operational efficiency.
What materials are used in cleanroom cable chains?
Cleanroom cable chains are made from low-emission materials engineered to reduce dust and other contaminants, ensuring compliance with stringent cleanliness standards.
How often should cleanroom cable systems be maintained?
Regular maintenance should be conducted to ensure the systems remain free of contaminants, and this typically involves routine cleaning protocols as part of overall facility hygiene practices.
Can cleanroom cable chains support automated processes?
Yes, these systems are designed to accommodate dynamic movements essential for automated operations, ensuring continuous performance without compromising air quality.
Contact Guangrou for a clean room drag chain solution.
