Optimizing Automation with Cleanroom Cable Carrier Solutions

Cleanroom cable management solutions are essential for maintaining operational integrity in sensitive environments. These systems not only protect cables and hoses from contamination but also support the smooth functioning of automated processes. The combination of features such as anti-static properties, abrasion resistance, and low dust generation significantly reduces the risk of contamination while ensuring compliance with industry standards. When selecting a cleanroom cable chain, understanding specific operational needs—such as load capacity and environmental exposure—is key. This tailored approach ensures effective cable management while fostering a reliable and contamination-free workspace, ultimately enhancing overall productivity in critical industries.
Enhancing Automation Efficiency with Cleanroom Cable Drag Chains
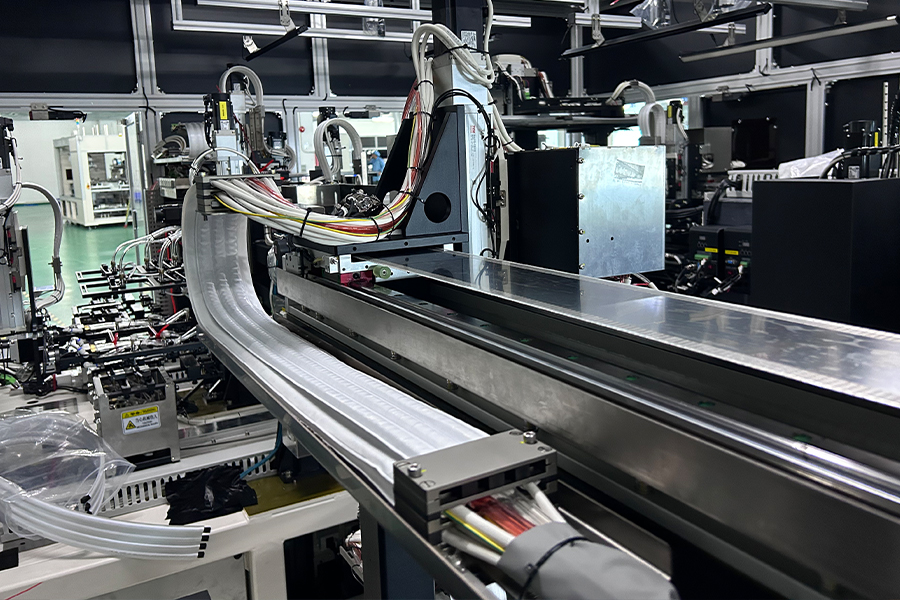
Cleanroom cable drag chains play a crucial role in enhancing automation efficiency by providing a controlled environment for sensitive cables and hoses. These systems are carefully designed to minimize the risk of contamination, ensuring the integrity of operations in industries such as pharmaceuticals and electronics. By effectively segregating cables from airborne particles and other contaminants, cleanroom cable drag chains promote reliability and safety in automated processes.
The following table outlines the key advantages offered by cleanroom cable drag chains:
| Feature | Benefit |
|---|---|
| Cleanroom Certification | Compliance with ISO standards |
| Abrasion Resistance | Durable surfaces reduce wear |
| Oil & Chemical Resistance | Protection against damaging substances |
| Anti-static Properties | Mitigates electrostatic discharge risks |
| Low Dust Generation | Enhances overall cleanliness |
Selecting appropriate cleanroom cable drag chains involves assessing specific automation requirements, such as load capacity and exposure to harsh chemicals. Understanding these factors ensures efficient cable management while adhering to safety regulations. This optimization ultimately leads to smoother operations and reduced maintenance needs, bolstering overall productivity in industrial settings.

The Role of Cleanroom Cable Carriers in Contamination Management
Cleanroom drag chains play a crucial role in maintaining contamination control within sensitive manufacturing environments. These cable carriers are designed to securely house cables and hoses, minimizing the risk of particulate generation. In industries such as semiconductor and pharmaceuticals, where even minute contamination can lead to significant issues, the effectiveness of a cleanroom cable management solution cannot be overstated. The design of these drag chains ensures they meet stringent cleanroom standards while providing the necessary flexibility for automated systems. By utilizing a reputable drag chain factory, manufacturers can source solutions that not only enhance operational reliability but also comply with necessary safety protocols. As a result, cleanroom drag chains contribute to a safer and more efficient workflow in automation processes.

Key Features and Benefits of Cleanroom Cable Management Solutions
Cleanroom cable management solutions offer a range of standout features that enhance operational efficiency in sensitive environments. Their design adheres to ISO standards, ensuring a cleanroom-ready status that mitigates contamination risks. The abrasion-resistant surfaces allow for repeated movements without substantial wear, while oil and chemical resistance ensure longevity in harsh conditions. Anti-static properties are integral, helping to reduce the risks associated with electrostatic discharge. Furthermore, the low dust generation capabilities limit particle shedding, thereby maintaining cleanliness. The openable design simplifies installation and maintenance processes, making it easier for operators to manage downtime. Consequently, these solutions not only support compliance with safety standards but also enhance maintenance efficiency and operational reliability in automation settings like semiconductor and pharmaceutical manufacturing.
Selecting the Right Cleanroom Cable Chain for Your Automation Needs
When choosing a cleanroom cable chain, it’s essential to assess specific requirements related to your environment. Begin by determining the cleanroom class in which the cable chain will operate, as this influences material selection and performance standards. Consider the size and weight of your cable bundles, ensuring compatibility with the chain’s load capacity. Additionally, evaluate the potential exposure to chemicals; selecting materials that resist such substances will enhance durability. Static dissipation is another critical factor; if your application demands static control, opt for chains with anti-static properties. Finally, installation constraints should not be overlooked; opt for designs that facilitate easy setup and maintenance without compromising cleanroom standards. This thorough assessment will ensure that your choice of cleanroom cable chain effectively supports automation while maintaining a contamination-free environment.
Conclusion
In conclusion, cleanroom cable chains are vital components in enhancing automation efficiency while ensuring contamination control within sensitive environments. Their design features, such as abrasion resistance and low dust generation, play a significant role in maintaining operational integrity across various industries. Selecting the right cable chain involves a careful assessment of specific requirements, which ultimately supports productivity and compliance with safety standards. As automation continues to evolve, the importance of reliable cable management solutions will remain paramount in facilitating efficient and contaminant-free operations.
FAQs
What factors should be considered when selecting a cleanroom cable chain?
When selecting a cleanroom cable chain, consider the cleanroom class, cable bundle size and weight, potential chemical exposure, static dissipation needs, and installation constraints.
How do cleanroom cable chains reduce contamination risks?
Cleanroom cable chains are designed to securely house cables and hoses, minimizing particulate generation and ensuring they comply with stringent cleanroom standards.
What industries benefit most from using cleanroom cable carriers?
Industries such as pharmaceuticals, electronics, and semiconductors benefit significantly from cleanroom cable carriers due to their need for contamination control.
Can cleanroom cable chains accommodate heavy loads?
Yes, most cleanroom cable chains are specifically designed to accommodate various load capacities; however, it’s essential to choose a chain compatible with your cables’ weight.
What maintenance is required for cleanroom cable management solutions?
Regular inspections for wear and tear should be conducted along with periodic cleaning to ensure optimal performance and compliance with cleanliness standards.
Contact Guangrou for a clean room drag chain solution.
