
Innovative Cable Carrier Solutions for Clean Room Total Harness Systems

Innovative cable carrier solutions play a vital role in promoting efficiency within clean room environments. Their design minimizes the risk of contamination through effective cable management and streamlined operations. These systems not only ensure the organization of cables and fluid lines but also support compliance with strict cleanliness standards prevalent in industries like pharmaceuticals and semiconductor manufacturing. Key features such as low-dust materials and easy installation facilitate maintenance while maintaining an uncontaminated environment. By employing such reliable cable systems, facilities can enhance productivity and ensure operational integrity, thereby fostering a safer, more efficient workspace.
Innovative Cable Carrier Solutions for Clean Room Automation
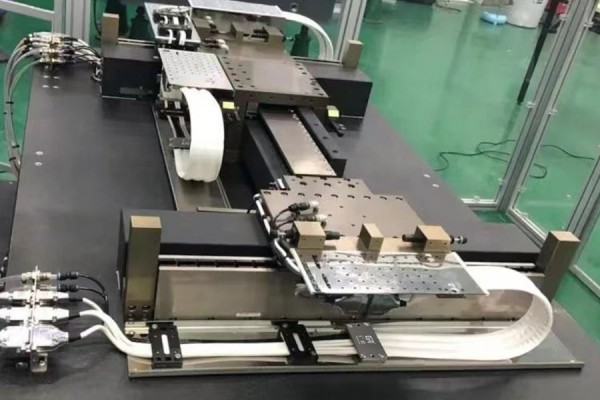
In cleanroom environments, efficient cable management is crucial for maintaining operational integrity and ensuring compliance with industry standards. The cleanroom drag chain is an essential component that provides streamlined solutions for organizing cables, oil hoses, and pneumatic lines. These systems are designed to minimize contamination and particle generation, making them ideal for sensitive applications in semiconductor and pharmaceutical manufacturing. By integrating an all-in-one moving cable system, users can achieve seamless performance while maintaining cleanliness.
"Implementing a well-designed cable management system not only enhances productivity but also safeguards the quality of your processes in controlled environments."
Moreover, these drag chains facilitate easy installation and maintenance due to their openable design. This feature allows technicians to quickly access cables as needed without disrupting the cleanroom’s sterile conditions. With high-speed capabilities, the systems can cater to rapid automated processes without compromising safety or efficacy. Thus, harnessing innovative cable carrier solutions optimizes efficiency while adhering to strict cleanliness protocols in cleanroom automation.
All-in-One Moving Cable Systems for Enhanced Clean Room Efficiency
All-in-one moving cable systems are essential for maintaining efficiency in clean room environments. These systems integrate various functionalities, including cable management and support for fluid transfer lines, which are critical in sensitive industries such as pharmaceuticals and semiconductor manufacturing. By providing a consolidated solution, they help reduce clutter and streamline operations, minimizing potential contamination sources.
Furthermore, the design of these moving cable systems often incorporates features that enhance their performance under clean room conditions. For instance, low dust generation and abrasion-resistant materials are standard, ensuring that the systems comply with stringent cleanliness standards. Below is a summary of key attributes that contribute to their effectiveness:
| Feature | Description |
|---|---|
| Integrated Cable Management | Simplifies assembly and reduces potential hazards |
| Low Contaminant Emission | Maintains air quality in controlled settings |
| Durability | Withstands frequent movement without degradation |
| Flexibility | Adapts to various installation layouts seamlessly |
The combined advantages of these all-in-one systems not only enhance operational efficiency but also support compliance with regulatory requirements while safeguarding product integrity.

Optimal Clean Room Harness Solutions for Cable Management
In the realm of clean room operations, effective cable management is crucial for maintaining operational efficiency and ensuring compliance with stringent cleanliness standards. Innovative drag chain solutions from reputable drag chain factories play a significant role in achieving these goals. These systems are specifically designed to organize and protect cables, ensuring minimal particle generation and contamination. By integrating an all-in-one moving cable system, facilities can streamline their setup, enhancing performance without compromising on cleanliness. Utilizing a drag chain manufacture known for its durability means that organizations can rely on high-quality materials that resist abrasion and chemical exposure, thus extending the lifecycle of the components involved. Furthermore, options such as openable designs allow for straightforward maintenance and reconfiguration in dynamic environments, thereby supporting versatile automation solutions tailored to specific clean room requirements.
Revolutionary Clean Room Systems: Reliable Moving Cable Solutions
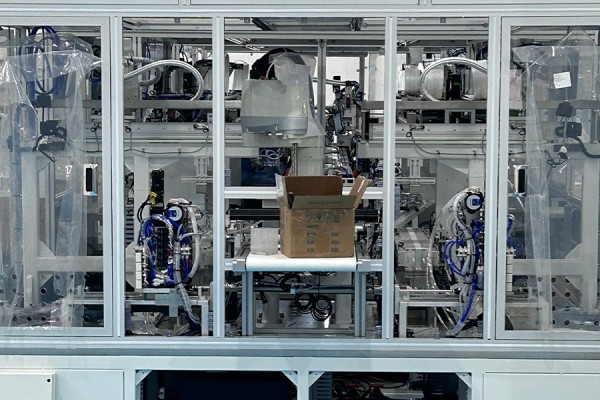
In controlled environments, maintaining cleanliness while managing cable systems is crucial for operational integrity. The integration of all-in-one moving cable systems offers a streamlined approach to tackle challenges associated with cable management in clean rooms. Featuring designs that limit particulate release, these systems enhance overall efficiency by reducing the likelihood of contamination. Their construction often includes materials that resist oils, chemicals, and static, ensuring durability and safety in high-tech production settings. As these cable carriers allow for organized routing of wires and hoses, they support automation processes while maintaining compliance with stringent cleanroom standards. This innovation not only improves the reliability of automated equipment but also fosters a safer workspace by minimizing risks associated with electrostatic discharge (ESD). By addressing these critical needs, revolutionary clean room systems stand out as an effective solution for modern manufacturing environments.
Conclusion
In summary, the implementation of innovative cable carrier solutions within clean room environments represents a significant advancement in achieving operational excellence. These all-in-one moving cable systems are designed not only to optimize cable management but also to maintain stringent cleanliness standards critical to industry compliance. Their construction enables minimal dust generation, ensuring that air quality remains uncompromised. Furthermore, the ease of installation and access for maintenance enhances overall system reliability and supports ongoing productivity. As industries continue to evolve toward automation and higher efficiency, such tailored solutions are essential for safeguarding both equipment integrity and product quality in controlled environments.
FAQs
What is a Clean Room Total Harness System?
A Clean Room Total Harness System is an integrated solution designed for managing various cables and fluid lines in highly controlled environments, ensuring minimal contamination.
How do all-in-one moving cable systems improve clean room efficiency?
These systems consolidate multiple functions, reducing clutter and enhancing overall productivity while maintaining strict cleanliness standards in sensitive applications.
What materials are used in the construction of these cable systems?
Typically, they are made from low-dust, abrasion-resistant materials that comply with cleanliness protocols and ensure longevity under frequent use.
Can these systems be easily maintained?
Yes, many all-in-one moving cable systems feature an openable design that allows for straightforward access to cables, facilitating maintenance without compromising sterile conditions.
How do these solutions address contamination concerns?
Designed to limit particulate release and enhance air quality, they incorporate features that minimize dust generation during operation.
Contact Guangrou for a clean room drag chain solution.
